In any production environment, human error is inevitable. A missed step, a misaligned component, a reversed connection — these small mistakes can cascade into costly defects, recalls, and safety incidents. Poka Yoke a concept popular in Japanese industry addresses this reality head-on. Rather than relying on workers to be perfect, it redesigns the process so that mistakes either cannot happen or are immediately caught before they cause harm.
What Is Poka Yoke?
The term comes from Japanese: poka (inadvertent mistake) and yokeru (to avoid). It was formalized by industrial engineer Shigeo Shingo in the 1960s as part of the Toyota Production System. The core idea is elegantly simple — build error prevention or detection directly into the process, tool, or product itself.
Poka Yoke mechanisms fall into two broad categories. Prevention (control) physically or logically prevents an error from occurring at all — the process cannot proceed unless conditions are correct. Detection (warning) allows an error to occur but flags it immediately, before it moves downstream. Both approaches share the same goal: zero defects reaching the customer.
Three Real-World Case Studies
Case 1: Drill Press Depth Control
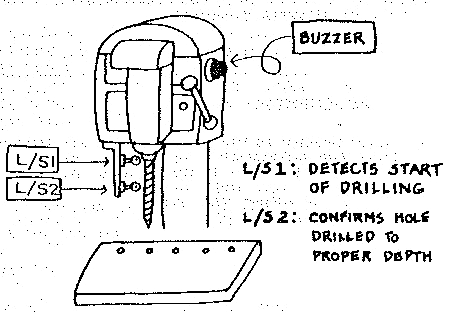
On a drill press line, operators were frequently withdrawing the drill before it had penetrated to full depth. The resulting shallow holes caused assembly failures downstream. The fix was two limit switches mounted on the machine — L/S1 to detect the start of drilling, and L/S2 to confirm the hole reached proper depth. If L/S1 is released before L/S2 trips, a buzzer sounds immediately. The operator is notified at the exact moment the error would occur, not three stations later when an assembler can’t fit the bolt.
Case 2: Missing Bushings in Die Casting
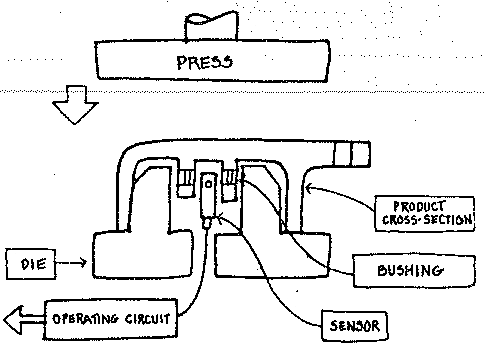
A die casting process required bushings to be inserted before pressing. They were frequently omitted. Visual inspection was added — and still customers complained. The solution: a sensor mounted in the downstream deburring process, interlocked directly with the press power circuit. If the bushing is missing, the press will not operate. An alarm sounds and a lamp lights. The machine itself enforces the standard, removing the burden from the operator entirely.
Case 3: Backwards Workpiece in Drilling Jig
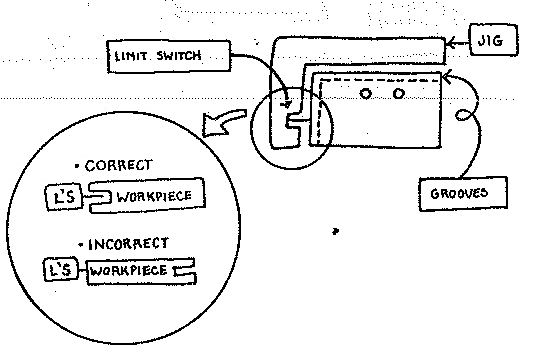
Workpieces were being loaded into a drilling jig in reverse orientation, producing incorrect hole positions. A limit switch was mounted on the jig to detect grooves cut on both sides of the workpiece. When the workpiece is loaded backwards, the limit switch activates and the machine cannot run. The result: zero defects from drilling orientation errors — completely eliminated.
Common Poka Yoke Mechanisms
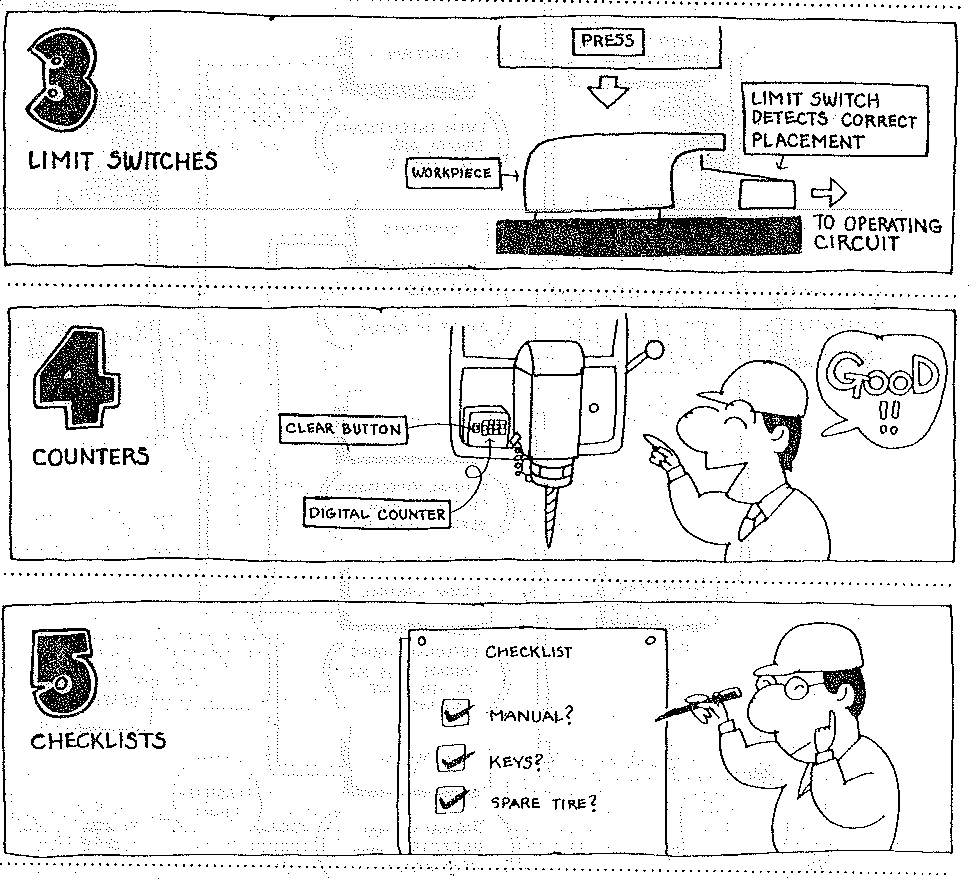
These case studies illustrate the broader toolkit available to process engineers. Limit switches verify placement, depth, orientation, and presence before allowing a machine cycle to complete. Counters ensure repetitive operations are completed the required number of times — a digital counter on a drill press won’t confirm “GOOD” until every hole has been drilled. Checklists, while low-tech, are a proven Poka Yoke for setup and changeover — they make required steps visible and sequential, reducing errors from forgetfulness or interruption. Sensors, jigs, and asymmetric part geometry round out the toolkit.
Why It Matters Beyond Defect Reduction
The business case goes beyond quality metrics. Every defect caught in-process is dramatically cheaper to fix than one found in final inspection — and orders of magnitude cheaper than a field failure or recall. Shingo estimated that the cost of a defect increases roughly tenfold at each stage it travels downstream.
There is also a human dimension. Workers in well-designed Poka Yoke environments carry less cognitive load. When the process catches errors rather than the worker, attention can be focused on value-adding activity. This tends to improve both morale and throughput simultaneously.
Where to Start
The most effective solutions are often the simplest. Before reaching for technology, ask: can the part be designed so it only fits one way? Can the sequence be changed so a skipped step makes the next step physically impossible?
Start with your highest-frequency or highest-consequence error modes — identified from defect data or near-miss reports. Map the exact point where the error is introduced, not where it’s discovered. Then design the intervention as close to that point as possible.
The goal is not to add inspection. It’s to make inspection unnecessary.

Leave a comment